Die Methode im Einzelnen
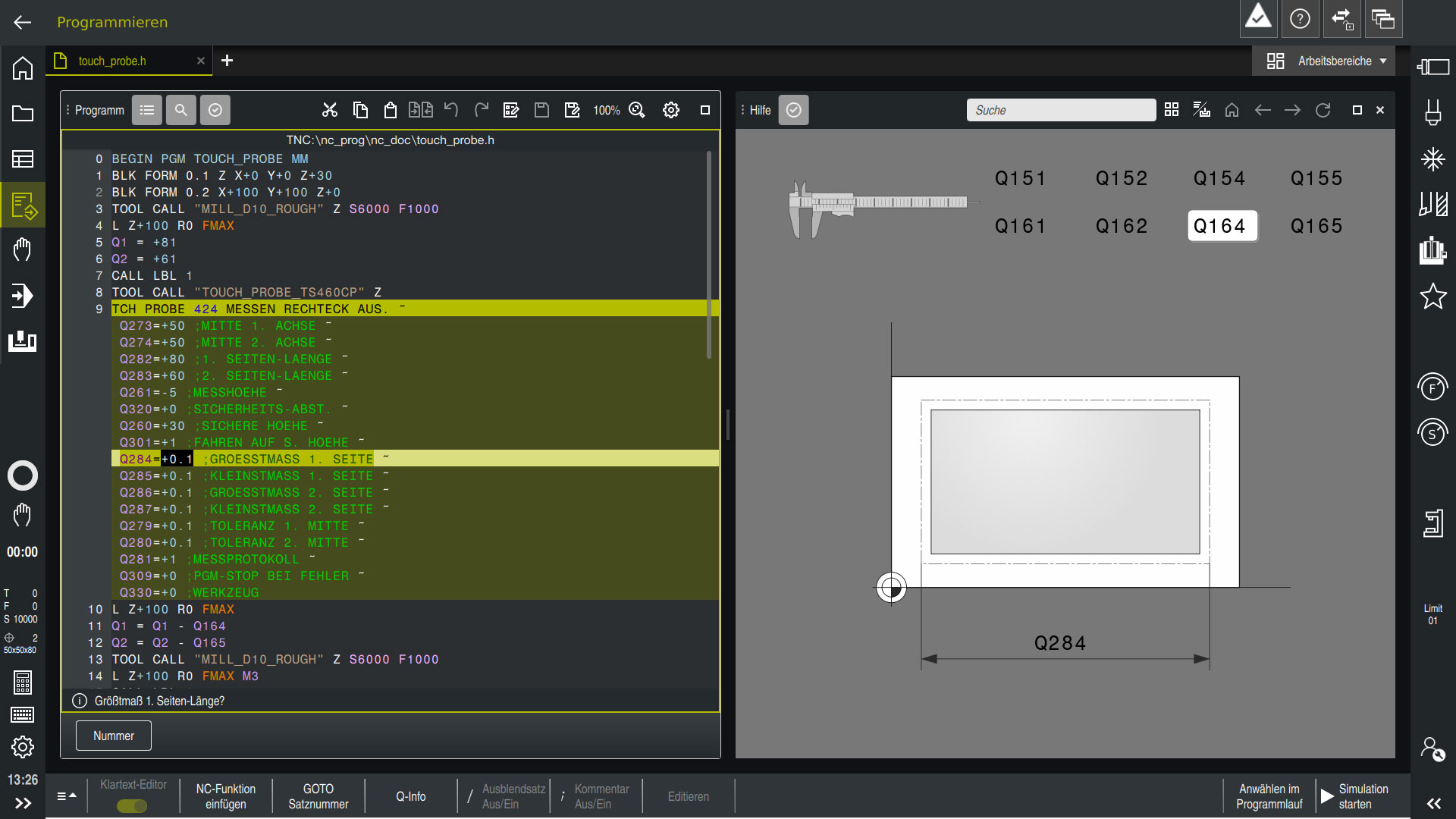
Zuerst vermessen Sie die vorgefräste Passung mit einem Tastsystem. Wichtig ist hier, dass die Passung geschruppt und vorgeschlichtet wurde (gleiches Aufmaß wie beim Schlichten der Passung). Mit den ermittelten Messwerten korrigiert die Steuerung in der Werkzeugtabelle die Werkzeug-Korrekturwerte – also das Aufmaß DR für den Werkzeugradius oder DL für die Länge. Bei dieser Korrektur ist schon jetzt der Schnittdruck berücksichtigt, weil ja am bereits bearbeiteten Werkstück gemessen wurde.
Rufen Sie das Werkzeug jetzt wieder auf und bearbeiten Sie die Passung fertig. Die Steuerung berücksichtigt jetzt die zuvor automatisch ermittelte Korrektur. Die Korrektur wird prozesssicher, wenn Sie einen geeigneten Turnus finden, mit dem sich der Tastsystemzyklus wieder aufruft, z. B. indem Sie jedes fünfte Werkstück vermessen. Dazu steuern Sie einfach den Programmabschnitt mit dem Tastsystemzyklus über einen Zähler, zum Beispiel mit einer Aufzählung von QR-Parametern. Bei jedem neuen Messvorgang passt die Steuerung dann die Werkzeug-Korrekturwerte immer wieder an die aktuelle Situation an.